Table des matières
Impression 3D Résine sur une Creality Halot CL-60 avec du logiciel libre
Le Fablab a fait l'acquisition d'une imprimante 3D à technologie LCD Creality - Halot One CL-60
Caractéristiques
C'est une machine d'entrée de gamme qui a pour volume imprimable 120x80x160mm,une résolution par couche comprise entre 0.1mm et 0.02mm et une résolution d'écran de 1620×2560 pixels (2K) Elle est compatible avec toutes les résines qui polymérisent à une longueur d'onde de 405nm.
Logiciel(s)
Creality propose en téléchargement gratuitement son logiciel HalotBox qui s'avère très simple mais limité au niveau réglages précis et uniquement pour Windows ou Mac, il n'existe pas de version Linux. La version 3.06 beta semble apporter beaucoup d'améliorations mais testée sur un poste tournant sous windows 10, le logiciel ne semble pas vraiment stable.
D'autres logiciels sont compatibles avec cette imprimante : Chitubox ou encore Lychee slicer mais même s'ils proposent une version gratuite et compatible multiplateforme (Mac , Windows et même Linux) à priori les versions complètes sont payantes.
Nous n'avons pas trouvé de réel équivalent à un logiciel comme Cura, un logiciel libre qui prendrait en charge nativement une large gamme d'imprimantes résine. Néanmoins il existe un possibilité d'utiliser d'une chaîne de logiciels libres afin de créer des fichiers compatibles avec notre imprimante, en s'appuyant sur PrusaSlicer (ou son fork SuperSlicer) et la boite à outils UVTools
Le principe sera d'utiliser PrusaSlicer afin de réaliser le paramétrage de l'impression puis d'effectuer des corrections, vérifications… mais surtout une conversion de format avec UVTools afin d'obtenir un fichier compatible avec notre imprimante.
Configuration de notre chaîne logicielle
Pour mettre en place ce flux de travail nous respectons les consignes indiquées par la page wiki d'UVTools relative à l'installation
- On télécharge et on installe PrusaSlicer
- On lance PrusaSlicer et durant l'assistant de configuration on ajoute l'imprimante résine Prusa MSLA > Prusa SL1 ainsi que les résines proposées et on configure le mode de vue en Mode Expert (bien sûr si vous possédez une imprimante à filament vous pouvez en profiter pour ajouter votre imprimante car PrusaSLicer est aussi très pratique pour l'impression FDM!)
- On ferme PrusaSLicer
- On télécharge et on installe UVTools depuis https://github.com/sn4k3/UVtools/releases en choisissant la version MSI pour Windows.
- On lance UVTools et depuis le menu Help > Install profiles into PrusaSlicer pour allons ajouter à PrusaSlicer les profils d'impression (déclinaisons de différentes épaisseurs de couche et de types de supports) ainsi que notre imprimante :
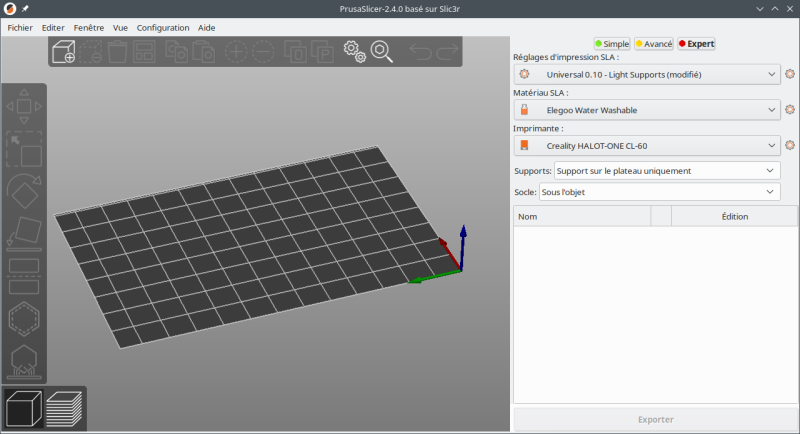
 De retour dans PrusaSLicer notre imprimante et les profils d'impression sont disponibles !
De retour dans PrusaSLicer notre imprimante et les profils d'impression sont disponibles !
Paramétrage d'une impression
Préparation avec PrusaSlicer
On insère notre modèle 3D dans PrusaSlicer. Et on procède aux différents réglages. Après appui sur le bouton “Découper maintenant” on observe le résultat simulé.
Position du modèle et rotation
Contrairement à l'impression FDM où nous avons pour habitude de positionner le maximum de surface en contact avec le plateau, pour l'impression résine nous préférons positionner le plus souvent le modèle à 45° afin d'éviter le phénomène de succion (principe de la ventouse) et d'avoir des difficultés à détacher notre pièce du plateau.
À noter que PrusaSlicer propose 3 types d'orientation automatiques pour
- réduire les supports nécessaires
- obtenir les meilleurs états de surface
- réduire la hauteur pour une impression la plus rapide possible
Hauteur de couche
On peut utiliser un profil déjà intégré dans les préréglages système pour les préréglages utilisateur importés par UVTools.
Gestion des supports
En activant les supports automatiques et le socle, on obtient un résultat de ce type :
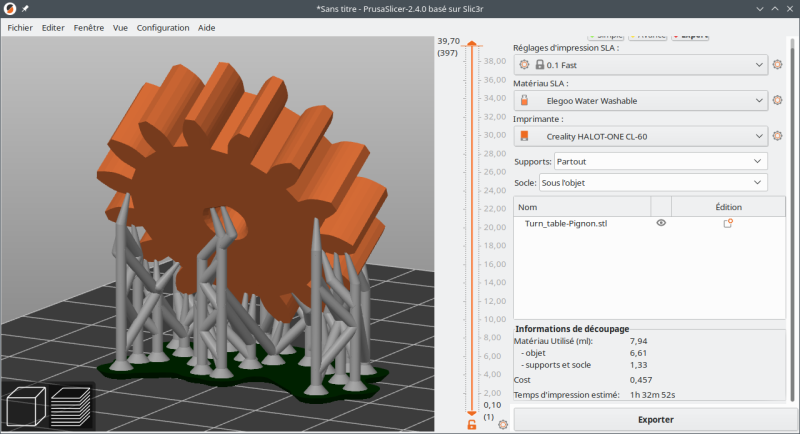
On remarque la structure des supports bien différente des supports générés en impression FDM et posés sur un socle.
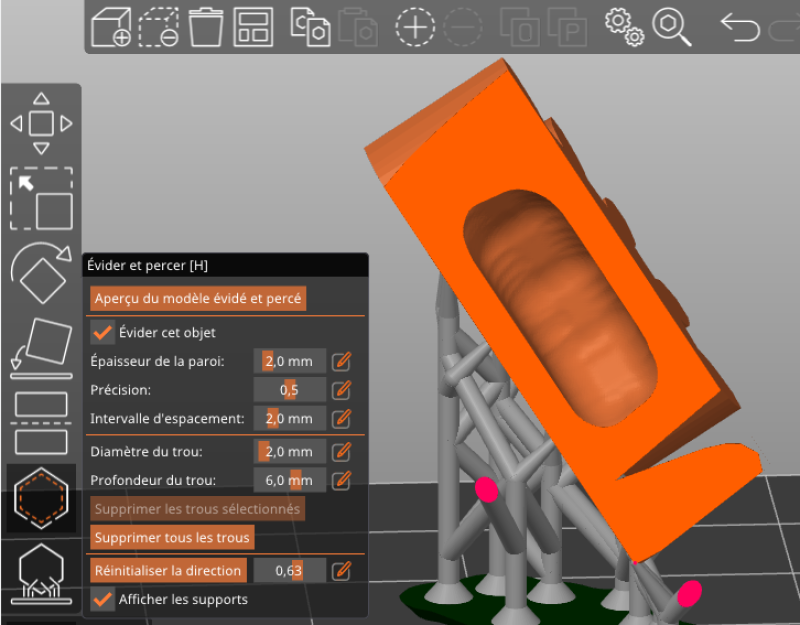
Évidemment
Pour économiser la résine on peut éventuellement évider nos pièces. Si cela n'a pas été intégré dans la modélisation, PrusaSlicer pourra s'en occuper. Il faudra indiquer l'épaisseur de coque et placer des trous pour permettre l'évacuation de la résine afin d'éviter les poches.
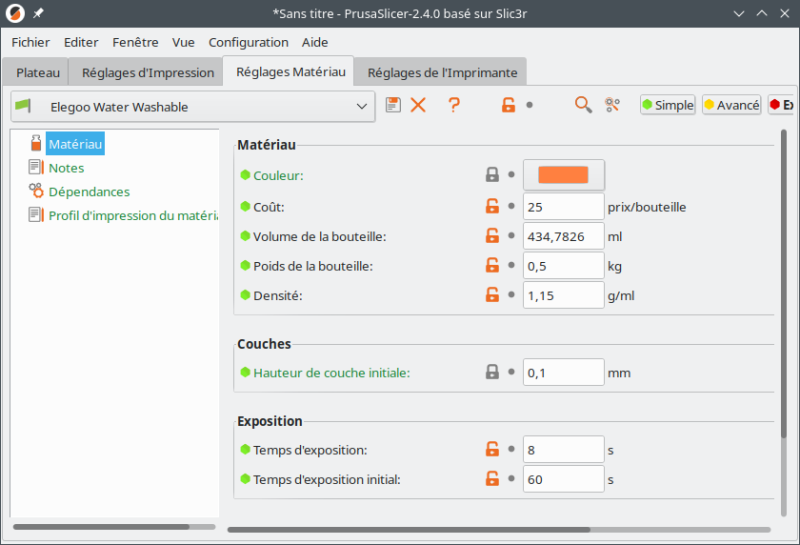
Temps d'exposition
Le temps d'exposition. En nous référant aux préconisation du fabricant de la résine utilisée on modifie notre réglage matériau en indiquant :
- le temps d'exposition = temps d'éclairement aux UVs de chaque couche du modèle
- le temps d'exposition initial = temps d'éclairement des X premières couches