Usinage PCB
Après quelques essais un bon résultat est obtenu avec les réglages suivants :
- Outil : pointe javelot 20°
- Vitesse avance : 300mm/s
- Coupe : 0.5mm en 2 passes de 0.25 (cela va de soi mais c'est toujours bon à rappeler)
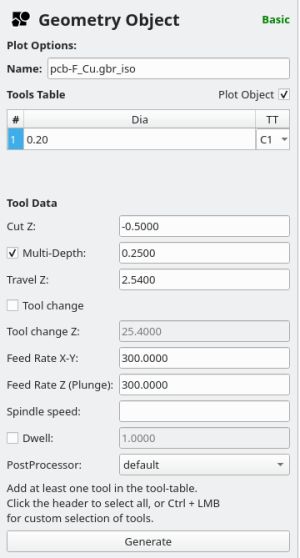
ou, avec notre nouvelle pointe à graver: * choisir un Tool Diam qui amène le trait de la géométrie au milieu des pistes. * Outil : Cut Z -0.4 en 2 passes de 0.2 * FeedRate XY 300.00 et Z 100.00
Dans FlatCam paramétrer un outil de 0.2 mm de diamètre pour la création du GCODE :
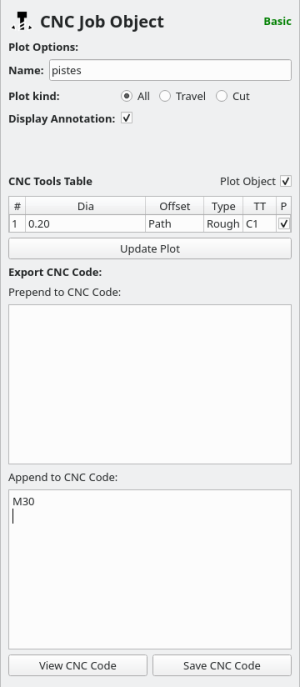
À la fin du fichier gcode créé ajouter le code M30 suivi d'un retour à la ligne pour compatibilité avec LinuxCNC