Création d'aménagement et de rangements avec les outils du fablab
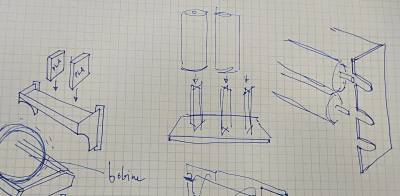
Etagères Filaments
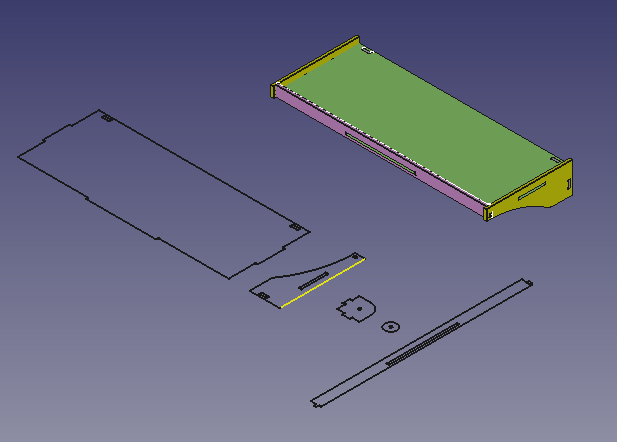
Usinage à la CNC de simples étagères à filament, pour libérer de la place dans l'armoire. Dimension d'une boîte, environ 60x215x205 mm.
Une première version a été ébauchée ici: https://framagit.org/Fablab_des_fabriques_Besancon/etagere-parametrique
Stockage des rouleaux de vinyle
Imaginer un présentoir, ou un système pour libérer l'établi des rouleaux de vinyle. Diamètre d'un rouleau environ 70 mm. Soit stockage horizontal, sur un système type ratelier, soit stockage vertical sur un plan avec des axes verticaux.
Nous vous proposons de privilégier une fabrication avec les outils du lab.
Flux de travail
L'atelier portera sur toutes les étapes qui suivent la modélisation sous Freecad. En effet, une fois notre projet modélisé, comment préparer les fichiers pour les usiner ?
Pas à pas
- Dans Freecad, export des tracés 2D avec l'outil Draft>Projection 2D d'une forme
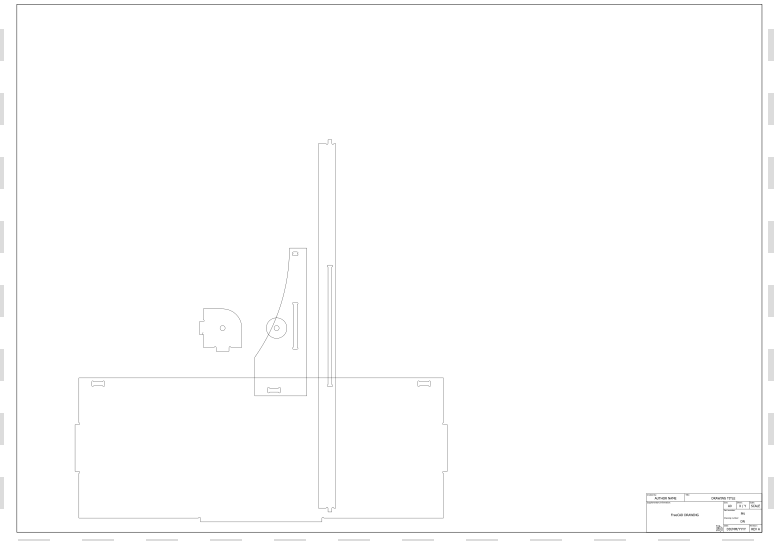
Les tracés seront ensuite rassemblés sur une page de dessin de l'atelier Drawing, avant d'être exportés en SVG. En effet, un export direct en svg peut parfois causer des problèmes dans les formes arrondies ou en arc.
- Imposition sous Inkscape et retouche si besoin. Bien penser à laisser au minimum 3x le diamètre de la fraise entre deux pièces.
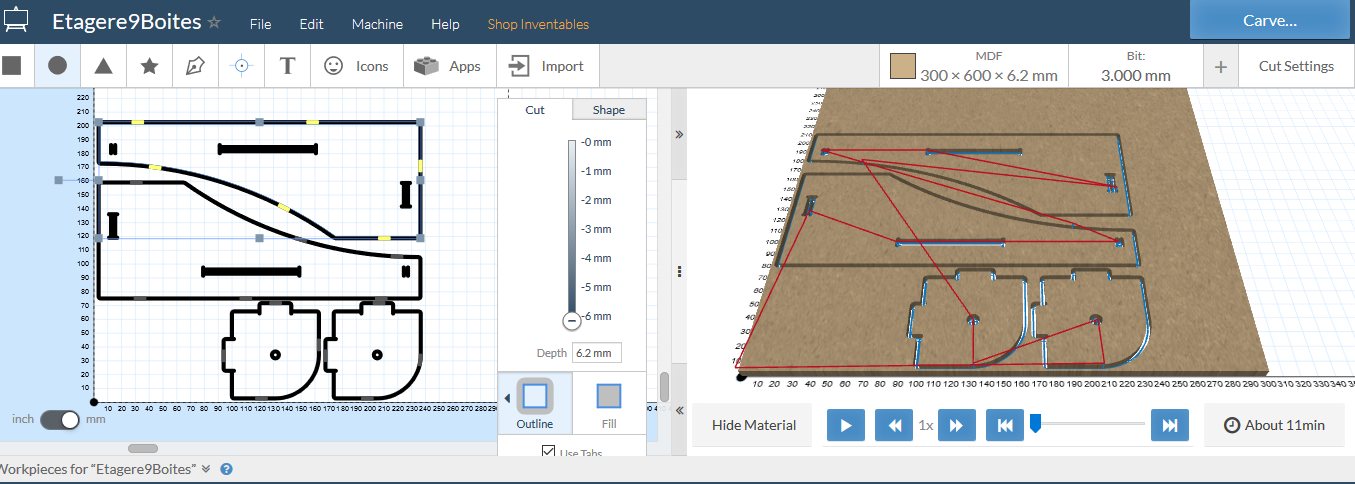
- Création du Gcode avec JScut ou Easel: ici Easel est préféré, pour sa facilité d'utilisation. Il nécessite un compte pour être utilisé, c'est son principal défaut par rapport à JScut. Mais l'ergonomie est bien meilleure.
- Il faut régler les paramètres de découpe:
- Quelle est l'épaisseur du matériau? (penser à ajouter quelques dixièmes pour compenser l'irrégularité du plateau)
- Le diamètre de la fraise?
- La fraise doit-elle passer à l'intérieur, à l'extérieur ou sur le tracé?
- Faut-il ajouter des “tabs”, des petits supports qui permettront à la pièce d'être maintenue lors de la coupe?
- Quelles sont les vitesse d'avance et de plongée? Combien de mm par passe? (voir tableau ci-dessous)
- Une fois tous ces réglages finalisés, et le parcours d'outil généré, il faut l'exporter en g-code. Pour cela, aller dans le menu Machine>Advanced>Generate GCode.
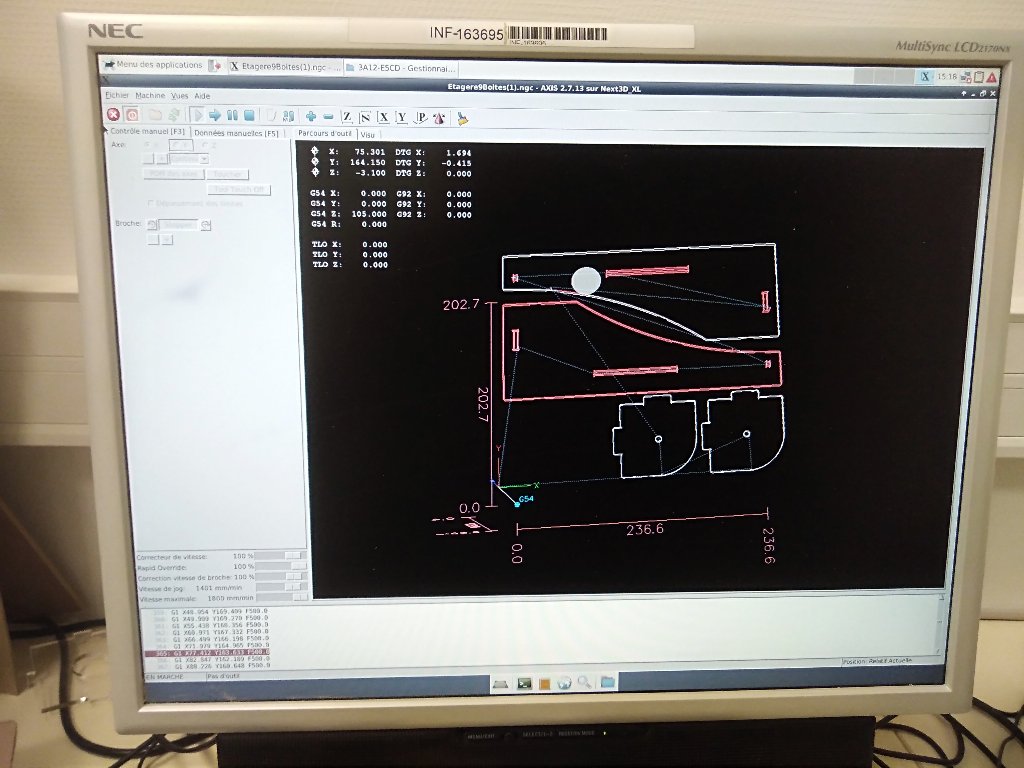
- Lorsque le fichier a été téléchargé, il doit être ouvert dans un éditeur de texte pour être très légèrement modifié. EN effet, LinuxCNC a certaines exigences, très faciles à satisfaire. Une fois le fichier ouvert, ajouter le caractère
%au début et à la fin du fichier. Enfin, “enregistrez sous” ce fichier modifié en remplaçant son extension.ncpar l'extension.ngc. - Vous pouvez enfin ouvrir votre fichier dans linuxCNC et usiner votre pièce en respectant ces étapes:
- Bridage du martyre et de la pièce
- Définition du zéro machine, en X, Y et en Z
- Fixation de l'aspirateur
- Vérification visuelle que le parcours ne percute pas des brides
- Usinage !
Paramètres testés avec succès sur notre machine: Medium de 6mm avec fraise de 3mm 2 lèvres : avance 500mm et passes de 3.1 mm, plongée 120mm Alu avec une fraise de 3mm 2 lèvres: avance de 250mm et passe de 0.1mm, plongée 120mm