Ajout d'un bouton sur l'interface Axis de LinuxCNC / EMC2
Exemple 1 : Créer un bouton de retour à l'origine.
Pour cela nous avons 3 fichiers de configuration à modifier et un fichier gcode à créer.
Rappel de la structure de configuration de LinuxCNC Lors de la création de notre machine avec l'assistant graphique de paramétrage Stepconf, à l'étape de configuration avancée, nous avons coché :
- Inclure l’interface Halui
- Inclure un panneau pyVCP > Programme vierge
- Inclure l’API ClassicLadder > Programme ladder vierge
Après avoir validé toutes les étapes de configuration nous obtenons un répertoire /home/user/linucnc/configs/MaCN dans lequel se trouvent plusieurs fichiers.
Dans le fichier de configuration *MaCN.ini* nous allons ajouter, dans les rubriques suivantes: ``` [RS274NGC] SUBROUTINE_PATH = /home/user/linucnc/configs/MaCN/ROUTINES/
[HALUI] MDI_COMMAND = O <ret_origine> CALL ``` Dans [RS274NGC] on ajoute donc le chemin vers le répertoire qui contiendra le(s) sous-programme(s) en gcode appelés lors d'appui sur le(s) bouton(s) et dans [HALUI] c'est le nom de la commande de données manuelles à ajouter.
On modifie ensuite le fichier *custom_postgui.hal* qui est appelé après l'initialisation de l'interface graphique et on y ajoute :
``` # paramétrage du bouton de retour à l'origine net remote-rapid-to-home halui.mdi-command-00 ⇐ pyvcp.ret_origine ```
On modifie aussi le fichier *custompanel.xml* en ajoutant entre les balises <pyvcp> </pyvcp> :
```
<hbox>
<relief>RAISED</relief>
<bd>5</bd>
<button>
<halpin>"ret_origine"</halpin>
<text>"Retour Origine"</text>
<font>('Fixed',14)</font>
<width>10</width>
</button>
</hbox>
```
Enfin on créé le fichier gcode *ret_origine.ngc* dans /home/user/linucnc/configs/MaCN/ROUTINES/ avec à l'intérieur :
``` (ret_origine.ngc)
O <ret_origine> sub G0 Z0 G0 X0 Y0 O <ret_origine> endsub
M2 ```
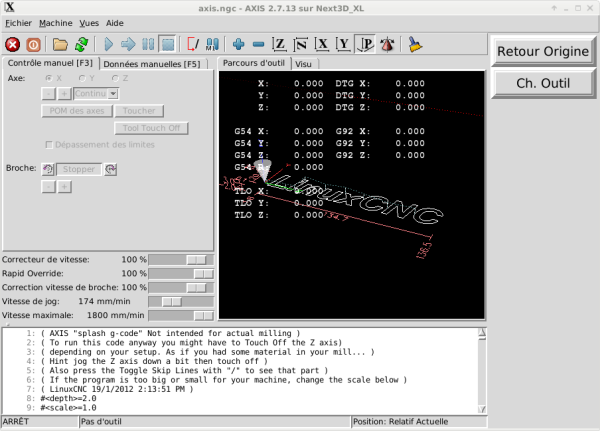
Et voilà !
Lors du prochain démarrage de LinuxCNC vous aurez un bouton en haut à droite pour retourner à l'origine.
Exemple 2 : un bouton pour compenser l'origine en Z après un changement manuel d'outil
On reprend la même procédure vue précédemment :
- on ajoute à *MaCN.ini*, dans la rubrique [HALUI] la commande suivante (supposant qu'on a déjà ajouté
SUBROUTINE_PATH = /home/user/linucnc/configs/MaCN/ROUTINES/ dans la rubrique [RS274NGC]):
``` MDI_COMMAND = O <ch_outil> CALL ```
- on ajoute à *custom_postgui.hal*
``` # paramétrage du bouton de changement d'outil net remote-laserzero halui.mdi-command-01 ⇐ pyvcp.ch_outil
```
- on ajoute à *custompanel.xml* :
```
<hbox>
<relief>RAISED</relief>
<bd>5</bd>
<button>
<halpin>"ch_outil"</halpin>
<text>"Ch. Outil"</text>
<font>('Fixed',14)</font>
<width>10</width>
</button>
</hbox>
```
- et on ajoute un fichier ch_outil.ngc dans /home/user/linucnc/configs/MaCN/ROUTINES/ avec à l'intérieur :
``` O<ch_outil> SUB
G49 (supprime la compensation) G91 (passe en coordonnées relatives)
G38.2 Z-110 F200 (descente rapide vers le palpeur) G1 Z1 F20 (on remonte lentement d'un mm) G38.2 Z-10 F10 (descente très lente vers le capteur pour une mesure précise)
#<_RefZ> = #5063 (stocke la valeur Z de référence)
G1 Z30 F500 (remonte pour permettre le changement d'outil)
T0 M6 (appelle le changement d'outil)
G38.2 Z-110 F200 (descente rapide vers le palpeur) G1 Z1 F20 (on remonte d'un mm) G38.2 Z-10 F10 (descente lente vers le capteur pour une mesure précise)
#<_NewRefZ> = #5063 (stocke la nouvelle valeur Z)
G43.1 Z[#<_NewRefZ> - #<_RefZ>] (applique le décalage calculé)
G90 (repasse en coordonnées absolues)
O<ch_outil> ENDSUB
```
Dans la pratique, à la fin d'un premier parcours d’usinage, il suffira de positionner le capteur sous l'outil puis cliquer sur le bouton :
- l'outil va descendre rapidement jusqu'au palpeur
- il remonte lentement d'un mm
- il redescend lentement pour une mesure plus précise
- il remonte de 30mm pour permettre le changement de l'outil
Une fenêtre indique qu'il faut procéder au changement manuel d'outil
 Une fois l'outil en place, on valide en cliquant sur Continuer
Une fois l'outil en place, on valide en cliquant sur Continuer
- l'outil va descendre rapidement jusqu'au palpeur
- il remonte lentement d'un mm
- il redescend lentement pour une mesure plus précise
- la différence de hauteur des outils est calculée et ajoutée en compensation Z de l'origine machine
On peut maintenant lancer un deuxième parcours d'usinage.